Featured mobile telemedicine solutions optimized for Equatorial Guinea's regional clinics, hospital departments, and remote health outposts.


Analyzing the intersection of mobile diagnostics, hardware design standards, and localized deployment barriers in Central Africa.
“As Equatorial Guinea builds its National Health Development Strategy, the integration of point-of-care mobile telemedicine workstations bridges the critical clinical gap between remote continental health outposts in Río Muni and advanced specialist hospitals in Malabo and Bata.”
The unique geography of Equatorial Guinea—divided between the insular region (Bioko Island, Annobón) and the continental mainland (Río Muni)—presents distinct challenges for medical access. While major clinical hubs such as the *Hospital Regional de Malabo* and the *Hospital Regional de Bata* feature advanced diagnostics, peripheral health facilities (Centros de Salud) in districts like Evinayong, Mongomo, and Ebebiyín often struggle with a shortage of on-site medical specialists.
To bridge this divide, the Ministry of Health and Social Welfare (MINSAMS) has increasingly prioritized digital infrastructure. Mobile telemedicine workstations act as critical clinical endpoints. They allow local nurses and general practitioners to transmit real-time high-definition diagnostics, patient vitals, and medical imaging directly to offshore or metropolitan consulting specialists. By integrating advanced telecommunication modules with ergonomic, battery-powered clinical carts, facilities can perform real-time ECG readings, ultrasound scans, and patient record tracking directly at the bedside.
Deploying hardware in clinical environments requires strict compliance with international medical safety protocols to guarantee both patient and practitioner safety. At Shenzhen Avelar Medical, our manufacturing pipeline is built to align with:
Tropical climates with high relative humidity and fluctuating coastal saline environments (such as in Bata and Malabo) require specialized engineering considerations:
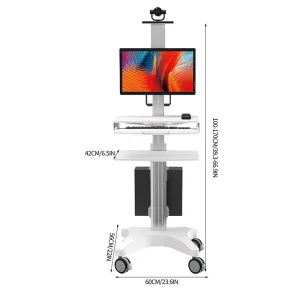
Engineered for high-duty cycles, operational flexibility, and seamless integration of modular diagnostic equipment.


Shenzhen Avelar Medical Co., Ltd. - A Trusted Pioneer in Medical Infrastructure Solutions
Shenzhen Avelar Medical Co., Ltd. was founded in 2003 and has accumulated over 21 years of rich experience in the medical technology industry. Headquartered in Pingshan, Shenzhen, with a state-of-the-art production facility in Huizhou, the company spans a total area of 10,000 square meters. As a leading national high-tech enterprise, Avelar Medical integrates cutting-edge research and development, innovative design, and high-efficiency manufacturing to deliver superior medical and healthcare solutions.
With a team of over 100 highly skilled engineers and technical professionals, and more than 200 advanced manufacturing units, Avelar Medical is committed to pushing the boundaries of technological advancements in the medical field. The company has secured more than 100 national patents, demonstrating our continuous focus on innovation.


Avelar Medical specializes in a broad range of products, including medical equipment installation solutions, intelligent mobile medical devices, assistive technology for residual life support, healthcare products for the bathroom, and more. We work closely with top-tier hospitals and healthcare institutions around the world, providing them with products designed to improve patient care, enhance operational efficiency, and optimize the healthcare environment. Our solutions have reached more than 100 countries and regions, including North America, Europe, the Middle East, and Asia.
At Shenzhen Avelar Medical, our business philosophy revolves around two core principles: “Quality First” and “Customer First.” This commitment to excellence has earned us the trust of our domestic and international clients. Our innovative products, combined with exceptional service and reliable after-sales support, allow us to meet the ever-evolving needs of the global healthcare market.
How we control quality from raw sheets to certified surgical-grade medical trolley workstations.














Essential guidance on importing, customizing, and maintaining clinical workstations in Central Africa.
Select from our complete range of certified mobile medical workstations, crash carts, and telemedicine stations.







Get in touch with our engineering team for customized drawings, quotations, and container freight rates to Equatorial Guinea.
Send Inquiry Now


