The global healthcare landscape is undergoing a seismic shift toward decentralized care. Remote Patient Monitoring (RPM) has transitioned from a niche telemedicine feature to a core pillar of modern clinical practice. As of 2024, the global RPM market is valued at billions of dollars, driven by an aging population, the rising prevalence of chronic diseases like diabetes and hypertension, and the urgent need to reduce hospital readmission rates.
In North America and Europe, stringent regulatory frameworks and insurance reimbursement models (such as CPT codes in the USA) have accelerated the adoption of RPM devices. Meanwhile, in emerging markets across Asia and the Middle East, the focus is on bridging the gap between urban medical hubs and rural patient populations. This global demand has placed China's medical manufacturing sector at the forefront, offering the precision engineering and high-volume capacity required to sustain this growth.
Modern RPM carts are now equipped with AI-assisted diagnostic interfaces and IoT sensors that track equipment location, battery health, and usage metrics in real-time.
Procurement departments are prioritizing trolleys with long-life lithium battery systems (LiFePO4) to ensure 24/7 clinical availability without constant tethering to wall outlets.
The shift towards antimicrobial powder coatings and seamless stainless-steel designs is a non-negotiable requirement for modern hospital hygiene standards.
Procurement officers from global hospital groups and medical device distributors are increasingly looking to China for "Full-Stack" manufacturing. Unlike traditional vendors, top-tier Chinese factories like Avelar Medical provide everything from raw material processing to final electronic assembly. This vertical integration ensures a shorter lead time and significantly higher cost-efficiency without compromising on international standards like CE and RoHS.
Shenzhen Avelar Medical Co., Ltd. was founded in 2003 and has accumulated over 21 years of rich experience in the medical technology industry. Headquartered in Pingshan, Shenzhen, with a state-of-the-art production facility in Huizhou, the company spans a total area of 10,000 square meters. As a leading national high-tech enterprise, Avelar Medical integrates cutting-edge research and development, innovative design, and high-efficiency manufacturing to deliver superior medical and healthcare solutions.
With a team of over 100 highly skilled engineers and more than 200 advanced manufacturing units, we are committed to pushing the boundaries of technological advancements. Our business philosophy revolves around: “Quality First” and “Customer First.”


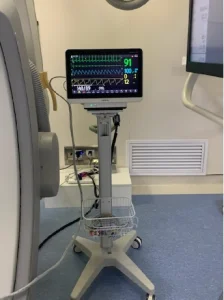
Deployment of rapid-response crash carts and monitor stands that allow clinicians to visualize patient vitals instantly during critical interventions.
Using adjustable telemedicine trolleys to connect rural clinics with urban specialists, facilitating high-definition video conferencing and remote data sharing.
Providing seniors with ergonomic walkers, rollators, and bathroom safety grab bars that integrate with wearable monitoring sensors for fall detection.
Our Huizhou facility utilizes advanced robotics and precision machinery to ensure every component meets medical-grade tolerances.














As the healthcare world looks toward 2030, the integration of Remote Patient Monitoring will be the defining factor in hospital efficiency. Avelar Medical is uniquely positioned as a premier partner for global OEM and ODM projects. Our 21-year history in Shenzhen—the world’s "Silicon Valley of Hardware"—allows us to source high-grade aluminum, medical-grade plastics, and electronic components faster than any other region.
We specialize in a broad range of products, including medical equipment installation solutions, intelligent mobile medical devices, assistive technology for residual life support, healthcare products for the bathroom, and more. We work closely with top-tier hospitals and healthcare institutions around the world. Our solutions have reached more than 100 countries and regions, including North America, Europe, the Middle East, and Asia.
Our commitment to E-E-A-T principles is evident in our rigorous testing protocols. Each patient monitor trolley and infusion stand undergoes weight-bearing tests, caster durability cycles, and chemical resistance evaluations to ensure longevity in high-stress hospital environments. By choosing Avelar Medical, you are not just buying a product; you are investing in a partnership backed by two decades of engineering excellence and a vision for a healthier global future.