High-precision mobile medical carts and patient monitoring accessories.
The global Blood Pressure Monitor (BPM) industry is undergoing a paradigm shift. With the rising prevalence of hypertension worldwide and an aging global population, the demand for accurate, reliable, and accessible monitoring devices has never been higher. Today, the industry is not just about measuring numbers; it is about data integration, clinical-grade mobility, and chronic disease management. As a premier China Blood Pressure Monitor Manufacturer, we observe that the market is expanding beyond traditional clinics into remote patient monitoring (RPM) and telemedicine frameworks.
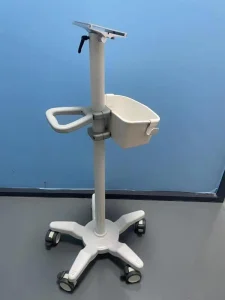
Modern healthcare systems are increasingly focused on integrated monitoring ecosystems. This includes the hardware—the monitors themselves—and the vital mobile support infrastructure like the patient monitor trolley carts that ensure these life-saving devices are exactly where they need to be in a high-pressure hospital environment. The synergy between high-tech electronic sensors and ergonomic mechanical mobility defines the modern era of cardiovascular health technology.
Integration of Artificial Intelligence for predictive hypertension analysis and early warning systems in clinical settings.
The transition from tethered devices to IoT-connected mobile stations that sync directly with Hospital Information Systems (HIS).
Adherence to global standards like CE and RoHS ensuring that all equipment meets the strictest safety protocols for patient care.
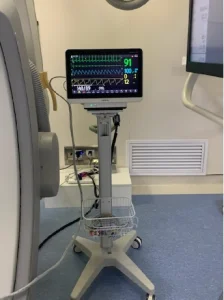
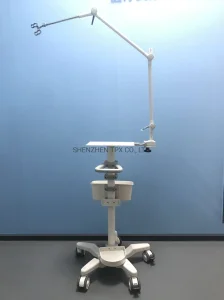
Current trends highlight a massive move towards Point-of-Care Testing (POCT). Hospitals no longer want patients stationary; they want technology that moves. This has driven the specialized engineering of carts for ventilators and monitors, allowing for a seamless transition between the ICU, emergency room, and general wards. Manufacturers are now tasked with creating hybrid solutions that support multiple devices—from blood pressure monitors to ECGs and ventilators—on a single, stable, mobile platform.
Shenzhen Avelar Medical Co., Ltd. was founded in 2003 and has accumulated over 21 years of rich experience in the medical technology industry. Headquartered in Pingshan, Shenzhen, with a state-of-the-art production facility in Huizhou, our company spans a total area of 10,000 square meters. As a leading national high-tech enterprise, Avelar Medical integrates cutting-edge research and development, innovative design, and high-efficiency manufacturing to deliver superior medical and healthcare solutions.
With a team of over 100 highly skilled engineers and technical professionals, and more than 200 advanced manufacturing units, Avelar Medical is committed to pushing the boundaries of technological advancements in the medical field. The company has secured more than 100 national patents, demonstrating our continuous focus on innovation and high-standard design.
Avelar Medical specializes in a broad range of products, including medical equipment installation solutions, intelligent mobile medical devices, assistive technology for residual life support, healthcare products for the bathroom, and more. We work closely with top-tier hospitals and healthcare institutions around the world, providing them with products designed to improve patient care, enhance operational efficiency, and optimize the healthcare environment. Our solutions have reached more than 100 countries and regions, including North America, Europe, the Middle East, and Asia.
For global enterprises, procuring medical devices from a China Blood Pressure Monitor Supplier offers significant strategic advantages. Beyond cost-efficiency, the primary value lies in the scalability of production and the robustness of the R&D pipeline. B2B buyers from hospital groups and governmental health agencies prioritize:
Rapid deployment of monitors and ventilators using heavy-duty crash trolleys designed for stability during high-speed movement.
Localized blood pressure stations equipped with cost-effective carts for routine screenings and outpatient management.
Integration of monitor mounts with camera brackets to facilitate remote consultations between patients and specialists across the globe.
Quality First & Customer First
At Shenzhen Avelar Medical, our business philosophy revolves around two core principles: “Quality First” and “Customer First.” This commitment to excellence has earned us the trust of our domestic and international clients. Our innovative products, combined with exceptional service and reliable after-sales support, allow us to meet the ever-evolving needs of the global healthcare market.